

在全球威士忌热潮中,日本威士忌里诞生了很多明星酒款。2020年,日本威士忌超越清酒,成为本国出口额最高的酒类。
换句话说,威士忌在海外市场显然已经是日本酒类门面了。

2014年,日本还只有9家威士忌酒厂,但到2022年,运行中、建造中的日本威士忌酒厂,已经累计有70多家了。虽然不知道是否都能产生震惊世界的作品,但其中自然不乏值得我们更多关注的。
比如今天要讲的这家,飞驒高山蒸馏所。

这家蒸馏所,位于日本中部的岐阜县飞弹市,也是岐阜县內的第一家威士忌蒸馏所。
如果对“飞驒”这个地方还感到陌生的话,那我这么说吧,它也是2016年大热的动画电影《你的名字》的取景地之一,电影里的很多画面都是真实的飞弹市景色,比如男女主相遇的阶梯、车站、神社…
飞驒市好吃的也不少,比如美味的飞弹牛肉。

扯远了,去年春天,飞弹高山蒸馏所项目正式启动,当时在网上进行了众筹,最后以远超目标的3千7百多万日元,成功筹齐资金,在日本业内引起了不小的轰动。
日威新酒厂也不少,为什么这家值得关注呢?

众筹的形式有:预定200ml装瓶的New Pot(12000日元)、700ml装的单一麦芽(33000日元)、三郎丸酒厂蒸馏飞驒高山熟成的单桶(33000日元)、在酒厂的致谢板上留名(100000日元)、命名木桶+6瓶酒(300000日元)等等,最后有近一千人参与了众筹
01、废校重生和地域振兴
蒸馏所的选址,在被飞驒山脉环绕的岐阜县高山市高根町的一所废弃乡村小学。由于远离市中心、人口减少、老龄化,这所小学在校生人数已经降至20人以下,因此变成了废校。


但这里位处高海拔,被壮丽的大自然包围,森林资源丰富,有清澈的空气,附近的水坝又保证了湿度和水源,可以说是完美的威士忌乌托邦。

怀抱着振兴家乡的梦想,经过多方努力,2022年3月1日,飞驒高山蒸馏所的项目代表有巣弘城,正式签订了从高山市租借这所废弃小学的合同。


有巣弘城本来是飞驒高山市一家有着200多年历史的清酒酒造“船坂酒造”的社长,好不容易依靠旅游业让船坂酒造得以复兴之后,这几年新冠又来了。
高山市本来是一座国际旅游城市,每年有470万的游客到访,2020年开始的疫情,让船坂酒造的销售额跌至下上一年的一半以下,往年挤满游客的小镇也变得冷清……
这个时候,他去拜访了富山县“若鹤酒造”的掌门人稻垣贵彦,也就是一手打造了“三郎丸”威士忌品牌的人。
稻垣贵彦继承了曾祖父留下的遗产,带领三郎丸蒸馏所实现复兴,两人也是一拍即合,于是稻垣贵彦作为“总顾问”,也加入到了飞驒高山蒸馏所的项目中来。
这种环境下诞生的飞驒高山蒸馏所,情怀分是赚满了的,各方支援未来肯定也少不了。
02、从三郎丸到飞驒高山
另一方面,三郎丸蒸馏所的成功案例,似乎也是大家对飞驒高山蒸馏所充满期待的原因之一。
1862年若鹤酒造诞生,1910年第一代掌门人稻垣小太郎取得了酿酒权,与长子彦太郎一起经营,大正时代发展为日本北陆第一酿酒公司,1947年,开始了威士忌蒸馏事业。
当时也是受战争中的粮食管控和富山大空袭等的影响,日本酒业界出现了严重的大米供应不足。于是若鹤于1947年开始研究使用大米以外原料的蒸馏酒,1950年取得了“杂酒”的制造执照。

当时威士忌还属于“杂酒”类,1952年酒税法修改后,才有了单独的威士忌执照。若鹤酒造于之后的1953年,迅速发售了第一款自产威士忌,Sunshine。
从那以后的半个多世纪,Sunshine威士忌一直稳定销售,但在越来越多优秀日威诞生的2000年代大幅缩小了生产规模。2016年稻垣贵彦从东京回到富山,开始接管家族企业。

当时的酿造情况相当不容乐观,有比如地板脱落、厂房漏雨、设备老化等问题,酿造出来的原酒风味也很糟糕。另一方面,稻垣贵彦发现曾祖父在1960年蒸馏的原酒却相当有意思。
2016年7月,稻垣贵彦把其中熟成了55年的威士忌装瓶,成功发售限量155瓶的“三郎丸1960”,与山崎55并列最高年份的日本威士忌。2020年,香港邦瀚斯Fine & Rare Wine and Whisky的拍卖会上,55年的三郎丸以10.54万港元(含佣金,落槌价8.5万港元)的价格成交。

2017年通过众筹资金,稻垣贵彦又着手老蒸馏所的翻新,2018年开始与南砺市的岛田木材和山崎工务店合作,使用当地产的水楢材料制造了“三四郎桶”……一步一步升级为现在这个备受关注的三郎丸蒸馏所。
同时,最大的改变之一,还有全球范围内第一台“铸造蒸馏器”ZEMON的投入使用。
03、创新型“铸造壶式蒸馏器”
ZEMON的背后是一家有着200多年历史的铜器制造公司“老子制作所”,主要业务是为各大寺庙提供“梵钟”。

所在的高冈市,也是日本铜器制造的核心区域,几乎“垄断”了日本90%以上市场。江户时代7位铸造师在此奠定了铸造传统,后来7位大师之一的弟子成立了“老子制作所”,因为在战争时期给很多寺院捐赠了铜钟,由此享誉全国。
老子制作所目前在铜器制造领域占据日本国内约7成的市场,很多国宝级的文化财产都由他们制作的,是名副其实日本铜器制造业的“老子”图片

21世纪以来,由于日本威士忌行业的空前繁荣,于是开辟了蒸馏器业务,2018年12月生产出了世界上首款铸造蒸馏器“ZEMON”。
研制的过程当然是很艰辛的,老子制作所的负责人这样回忆ZEMON的诞生:
 起初是稻垣先生给我看了一个简单的蒸馏器图纸,我们认为实现起来不会那么困难,后来发现面临的是一连串的艰辛。首先是意识上的转变,不能像打造梵钟、铜像一样,一昧追求外观。在锻造时,铜需要被锤打成形,所以材料自身密度本身是高的。另一方面,倒入模具时,又会从表面渗出来。有因为这样的失败而心碎的时候,最后通过改变铜的流动量和速度,反复试验,才终于一点点地接近成品。
起初是稻垣先生给我看了一个简单的蒸馏器图纸,我们认为实现起来不会那么困难,后来发现面临的是一连串的艰辛。首先是意识上的转变,不能像打造梵钟、铜像一样,一昧追求外观。在锻造时,铜需要被锤打成形,所以材料自身密度本身是高的。另一方面,倒入模具时,又会从表面渗出来。有因为这样的失败而心碎的时候,最后通过改变铜的流动量和速度,反复试验,才终于一点点地接近成品。

ZEMON和苏格兰传统的壶式蒸馏器的区别有二。
第一是酒液风味影响上的区别。和传统的纯铜材质不同,ZEMON使用的是经过高冈特别精炼技术制造出的、含90%铜和8%锡的铜锡合金(也称青铜)。
蒸馏器的材料之所以选用纯铜,是因为铜壁会与蒸汽产生复杂的化学反应,去除高度挥发性的硫化合物(主要是二甲基三硫化物或DMTS),同时铜有助于酯类物质的形成,给酒液带去丰富的果味。
连续蒸馏的过程中,铜还有利于将不想要的化合物集中,提升蒸馏效率,让威士忌的口感更顺滑。

而青铜比起纯铜,又在风味影响方向,进一步得到了提升。首先锡的价格是铜的3倍,属于比较高级的金属,日本蒸馏酒业界也一直盛传“锡能使酒更加醇厚”。
根据富山县立大学的研究,铜锡合金蒸馏器对于硫味的抑制效果与传统蒸馏器相同,但在去除皮革等“杂味”方面,效果超过了传统蒸馏器。
同时,铸造蒸馏器在铸造过程中保留了表面自然形成的微小凹凸,这种特有的“铸造表面”,又会增加青铜与酒精的接触面积,进一步去除硫味。

铜和锡的双重吸附效果和铸造工艺增加的表面积,让ZEMON为蒸馏出的新酒带来了丰富的水果和更加干净的风味。
这种强大的性能,也在三郎丸的威士忌身上得到了验证——由ZEMON蒸馏器酿造的“三郎丸New Born 2019美国白橡木新桶”,在“东京威士忌与烈酒竞赛2020”中拿到了日本New Make威士忌品类中的最高得分。
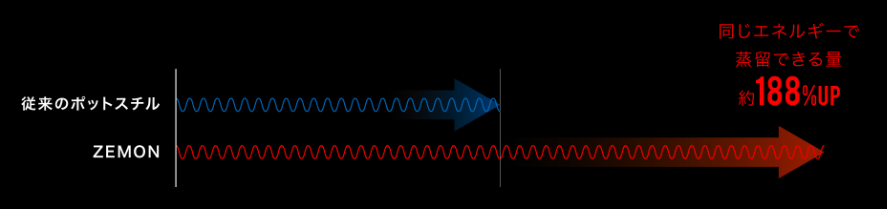
第二,从长远来看,铸造蒸馏器性价比也更高。
青铜的热导率比纯铜低约1/8,而且壁厚,蒸馏时的热量难以排出、蓄热性能优异,与传统蒸馏器相比,使用相同的能量就能实现188%的蒸馏量!
是一种能量消耗少、对环境负荷小的环保型蒸馏器。
罐体容量有3种选择,2200L、3800L、4500L,还能根据风味需求自由定制天鹅颈和林恩臂的长短、粗细和倾斜角度等。
新型ZEMON的基本部件有6种(第一代ZEMON有5种),每个部分都可以拆卸,运输和搬运更容易,也接受个性化定制。

拆分组装的形式,比起用整块铜板材塑形,也更容易实现“厚壁”的构造,让蒸馏器变得更耐用。
即使发生故障也仅需更换破损零件即可,延长了使用寿命。要知道传统蒸馏器因为会越用越薄,每隔几年就需要进行维护,而维护成本降低,就节约了酒厂的成本。这些钱省下来,可不就能在原材料、酒桶上,下更多功夫了?
还要说优点的话,那就是纯铜板焊接加工的制作周期长(日本传统制造企业约需8个月),铸造蒸馏器4个月左右就能交货,极大节省了交货时间。
 ZEMON的360度观看视角
ZEMON的360度观看视角
全球的威士忌热潮下,壶式蒸馏器生产资源的匮乏一直是瓶颈之一。
苏格兰和日本都只有一家著名的蒸馏器制造商,在订单集中的情况下要等待几年的情况并不少见,ZEMON可在短时间内制造、可量产,是一款有潜力彻底改变这种状况的壶式蒸馏器。
飞驒高山蒸馏所,将要用到的蒸馏器,正是铸造制蒸馏器“ZEMON”第2代👇

ZEMON”第2代的部分零件样品
第2代在第1代的基础上做了简单的升级。
在加热方式中,初馏器和再馏器都采用蒸汽间接加热方式,同时初馏器也可以使用蒸汽直接加热的方式。另外,灯笼的形状和向下的天鹅臂等壶形的与第1代很相似,但大不相同的是拆分得更细的零件数量。
飞驒高山蒸馏所预定的ZEMON第二代,是容量为2600升的初馏器和容量为2200升的再馏器1对。等蒸馏所的运营进入轨道,将来威士忌产量增加,只需追加罐体的零件就可以轻松实现增产了


04、大佬云集,预计明年正式投产
飞驒高山蒸馏所项目启动的队伍中,还有很多大佬。
比如Logo设计还专门请来了为2020年东京奥运会和残奥会设计会徽的艺术家野老朝雄,创意总监是知名设计师平本知树。

设计以飞驒的“飞”为核心,四周是群山包围,下面是原创字体写出的蒸馏所名字和成立时间“HIDATAKAYAMA DISTILLERY2022”。
野老先生认为“飞”是“世界通用的美丽的汉字”,希望在这里产生的威士忌如象棋里的飞车一样,纵横驰骋向世界振翅。

担任销售和营销顾问的是经营日本最大威士忌专卖店之一“T&T TOYAMA”的下野孔明,制造技术顾问请来了麒麟啤酒富士御殿场酒厂的前首席调酒师鬼头英明。
等等等等,聚集了众多日威业内知名人士。

关于威士忌的风格,自然就交给稻垣贵彦把控,目前所知的信息还很少。
三郎丸蒸馏所因为独特的泥煤风格,有着“小阿贝”的美誉。坚持使用泥煤大麦,也是彼时受到苏格兰威士忌的影响,从稻垣先生曾祖父时代就一直继承下来的传统,不过飞驒高山蒸馏所,暂时不会考虑泥煤风味。
在没有蒸馏所之间交换原酒习惯的日本,很多情况下都会在一个蒸馏所制作各种类型的威士忌,但是在最初的阶段,设备一定是不够的,泥煤麦芽还需要从海外进口,因为考虑使用国产大麦,所以首先会制作无泥煤威士忌。然后慢慢磨练出自己的个性,我们相信在飞驒高山的土地上会产生很棒的威士忌。
其他关于蒸馏所的信息,或许你想知道的有:
蒸馏所总面积390㎡,第一批麦芽投入量是500kg,发酵槽有四个,两个橡木的两个落叶松的,体积都是4200L,当地大麦、木材的使用也在计划中。
9月底,就会陆续将设备安置到厂房,然后开始试运行。明年4月初,设备会正式启动,开始蒸馏,而第一批飞驒高山蒸馏所单麦芽日本威士忌,则要等到2026年。

因为这里原本是小学,所以未来也会考虑开设“威士忌学堂”,让当地更多对威士忌感兴趣的人加入到这个行业中来,一切都以“地方创生”为核心。

有巣弘城说自己中意的威士忌是斯佩塞的百富,不知道后续的产品,会不会以此为标准?
期待值已经拉满,我就敲杯子等酒喝了。
好